Uniformity in Pharmaceuticals: How RAM Equals Low RSD
The pharmaceutical world is understandably focused on relative standard deviation (RSD). This statistic shows how consistent a mix is across multiple runs and is critical for proving that the materials produced match the label.
To see how effective ResonantAcoustic© Mixing was at achieving a low RSD on a broad spectrum of APIs, the RSD analysis was conducted by Eagle Labs, an independent laboratory certified to analyze pharmaceuticals.
Variety of Material Tests
The key was testing a variety of active pharmaceutical ingredients (APIs), including natural hormones, synthetic hormones, corticosteroids and alkaloids. The broad range of excipients and APIs tested gives a solid view of the capabilities of the RAM equipment to rapidly and thoroughly mix pharmaceuticals.
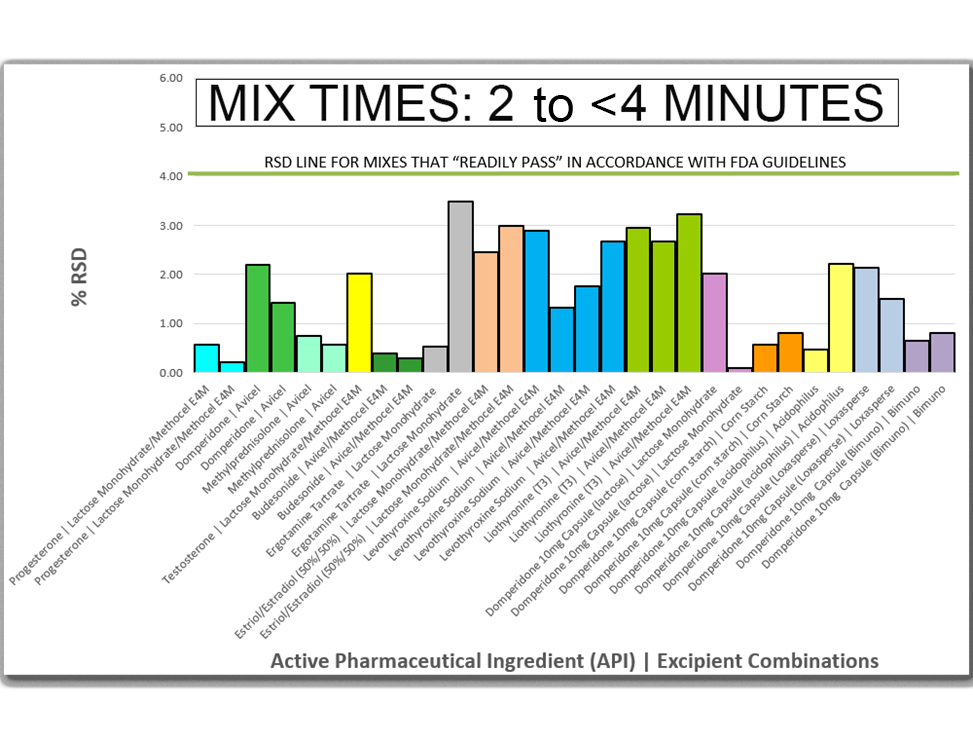
As the graph above shows, all pharmaceutical blends tested show very positive results. An RSD value of below 4% is readily acceptable. All blends fell below that mark, with most below 3%, despite various morphologies. Even more impressive was the mix time ranging from 2 to <4 minutes.
The lowest RSD mix was the dopamine antagonist domperidone and a lactose monohydrate excipient, mixed for four minutes at 35g. The result showed an RSD of 0.09 percent.
Another mix used progesterone, a hormone heavily associated with pregnancy. It was combined with a pairing of lactose monohydrate and methocel E4M and mixed at 35 g for two minutes. The tests showed a 0.21% RSD.
The mixes were done with a variety of excipients, all of which are common in pharmaceutical use. They are lactose monohydrate, methocel E4M, Avicel, corn starch and acidophilus. Although RAM is more than capable of mixing fluids and slurries, this study focused exclusively on powders.

Better Mixes, More Profit
The low RSD seen in these tests leads naturally to superior products. However, it also creates significant cost-savings and increased production. This is because mixes that fail to meet the appropriate RSD cannot be used. An attempt might be made to remix them, but that takes additional time and slows production. More likely, the out-of-spec mix must be discarded, representing pure waste of often expensive materials and often expensive disposal costs.
What’s stunning about these results is just how quick the mixes are. Most were done in two minutes, with a few (like the comperidone/lactose monohydrate) done in four minutes. This increase in production capacity is the main driver of increased profitability. For conventional mixers to reach the same RSD values, they often have to mix for hours.
This data proves that RAM equipment provides unsurpassed RSD and unmatched speed, representing savings in materials, time and effort along with a serious bump in production capacity.
Scale Up for Production
The mixes illustrated above were all done on the same LabRAM unit, which for laboratories or pharmacies is an ideal mixer, one of two models designed specifically for laboratory operations. However, the same speed and homogeneity translate directly to larger production RAM mixers. Unlike other mixing technologies, there is little to no mix recipe adjustment needed. Moving from the lab to the production level is risk free, resulting in a seamless transition.
The RAM platform is the ideal mixing, coating, and milling technology for pharmaceutical discovery, development, and production of pharmacological powders, liquids, slurries, and pastes. Contact us to discuss how we can lower your RSDs, increase your production capacity, lower costs, and increase profitability.